

उत्पाद
- कोर अनुकूलन सेवा
- स्वास्थ्य देखभाल
- इलेक्ट्रॉनिक उपकरण और उपकरण
- मातृ एवं शिशु आपूर्ति साँचे
- मनोरंजक खेल
- गृह सज्जा कला
- ऑटो उपकरण
- परिवहन एवं भण्डारण
- प्रकाश जुड़नार
- निर्माण उपकरण
- पैकेजिंग उत्पाद
- शैक्षिक एवं प्रयोगशालाएँ
- वस्त्र सामान सहायक उपकरण
- देखभाल और सफ़ाई उत्पाद
- कृषि एवं वानिकी
- मैकेनिकल उपकरण
- पालतु जानवरों का सामान
- बरतन









ODM प्लास्टिक उत्पाद सेवाएँ
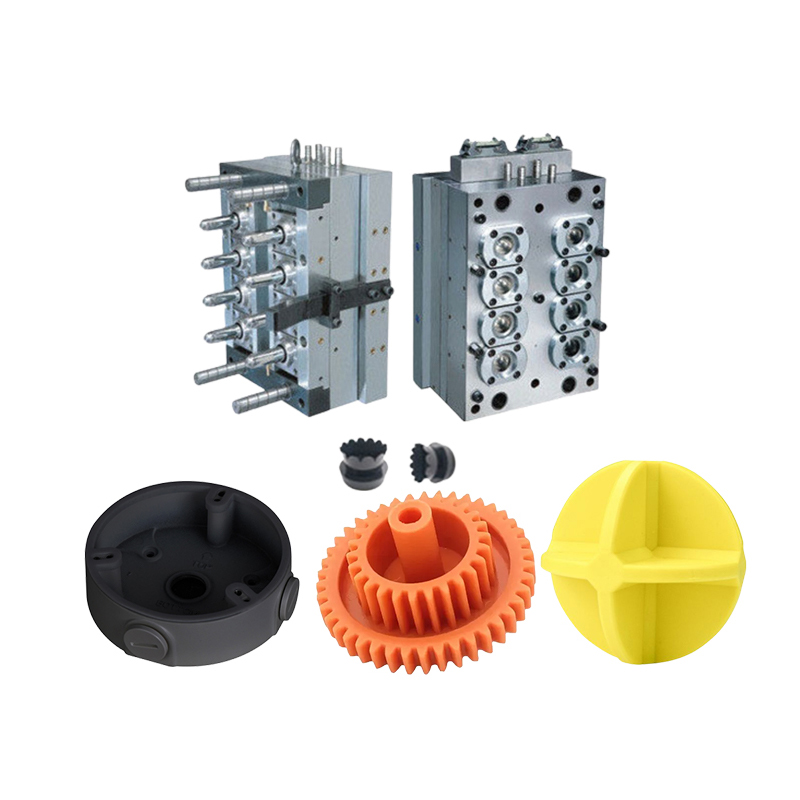
Ningbo (P&M) प्लास्टिक हार्डवेयर प्रोडक्ट्स कंपनी के पास अनुकूलित ODM प्लास्टिक उत्पाद सेवाओं के लिए मोल्ड बनाने की 15 साल की तकनीक है। हमारे पास ISO 9001 प्रमाणपत्र हैं। हम पेशेवर कस्टम मोल्ड सेवा प्रदान करते हैं और हम पेशेवर प्लास्टिक मोल्ड निर्माता हैं। हमारे पास उत्पाद कच्चे माल के चयन और मोल्ड सामग्री के चयन में पर्याप्त अनुभव है। हम विभिन्न सामग्रियों के गुणों और मोल्ड डिज़ाइन के फायदे और नुकसान से अच्छी तरह परिचित हैं। हम अपने ग्राहकों के लिए उपयुक्त सामग्री और पेशेवर डिज़ाइन सलाह की अनुशंसा करेंगे।
जांच भेजें
उत्पाद वर्णन
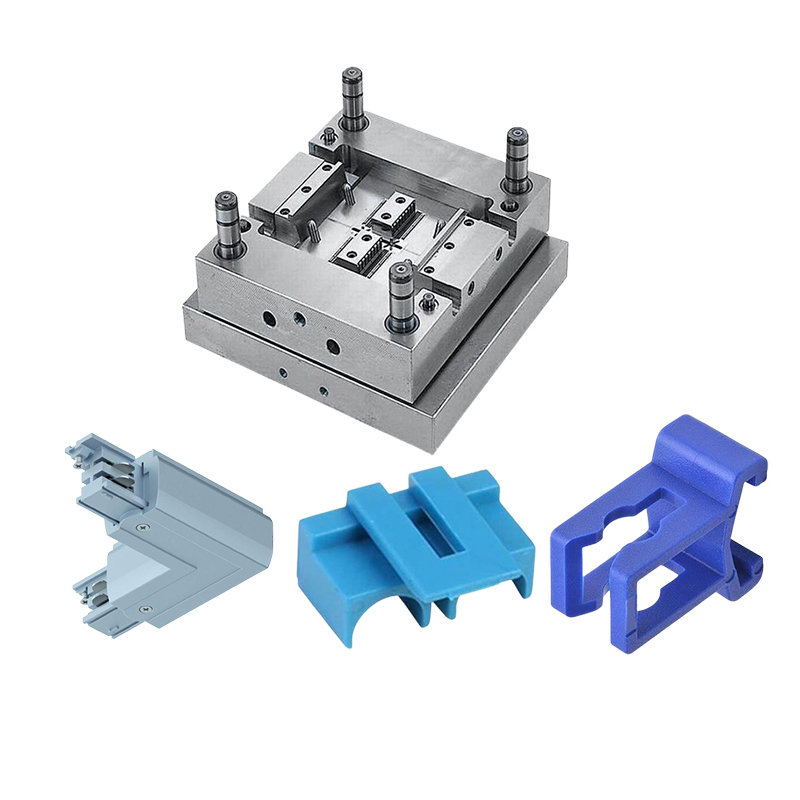
हम कस्टम ODM प्लास्टिक उत्पाद सेवाओं के विकास, ABS प्लास्टिक घटक उत्पादन और वैकल्पिक असेंबली सेवाओं में विशेषज्ञ हैं - तैयार उत्पाद व्यापार में नहीं। हमारे सांचों को एबीएस (एक्रिलोनिट्राइल ब्यूटाडीन स्टाइरीन) के प्रदर्शन को अधिकतम करने के लिए इंजीनियर किया गया है, जिसमें एबीएस की प्रवाह क्षमता, कठोरता और सतह की फिनिश के लिए अनुकूलित संरचनाएं हैं, जो इलेक्ट्रॉनिक्स, घरेलू उपकरणों, ऑटोमोटिव इंटीरियर और उपभोक्ता वस्तुओं के लिए उच्च गुणवत्ता वाले एबीएस पार्ट्स प्रदान करती हैं।
1. कस्टम मोल्ड संरचनाएं: एबीएस की मोल्डिंग विशेषताओं के अनुरूप
एबीएस के संतुलित गुणों (अच्छा प्रवाह, मध्यम संकोचन, उच्च कठोरता) के लिए ऐसे सांचों की आवश्यकता होती है जो सामान्य समस्याओं (जैसे, सिंक के निशान, वेल्ड लाइन) से बचते हुए इसे बढ़ाते हैं। हमारी कस्टम मोल्ड संरचनाएं इन आवश्यकताओं को पूरा करती हैं:
कैविटी और कोर: एबीएस के उत्कृष्ट विवरण पुनरुत्पादन का लाभ उठाने के लिए उच्च परिशुद्धता सीएनसी मशीनिंग (±0.02 मिमी जितनी सख्त सहनशीलता) के माध्यम से मशीनीकृत। सुविधाओं में शामिल हैं:
उच्च-चमक या बनावट वाले एबीएस भागों (उदाहरण के लिए, फोन केसिंग, उपकरण पैनल) को दोहराने के लिए चिकनी सतह खत्म (आरए ≤0.4μm)।
सिंक के निशान को रोकने के लिए सुदृढीकरण रिब डिजाइन (आधार दीवार की मोटाई 1/3-1/2, दीवार की ऊंचाई 2-3 ×) - एबीएस के मध्यम संकोचन (1.5-2.5%) के लिए महत्वपूर्ण।
आसान डिमोल्डिंग सुनिश्चित करने के लिए ड्राफ्ट कोण (ऊर्ध्वाधर सतहों के लिए 1-3°), क्योंकि कोण अपर्याप्त होने पर एबीएस की कठोरता चिपकने का कारण बन सकती है।
गेटिंग सिस्टम: एबीएस के प्रवाह व्यवहार (मध्यम पिघल चिपचिपापन) के लिए अनुकूलित। विकल्पों में शामिल हैं:
वेल्ड लाइनों को कम करने के लिए एज गेट (छोटे से मध्यम भागों के लिए, उदाहरण के लिए, इलेक्ट्रॉनिक कनेक्टर) - यदि प्रवाह पथ असमान हैं तो एबीएस का ब्यूटाडीन घटक वेल्ड को कमजोर कर सकता है।
हॉट रनर सिस्टम (बड़े या बहु-गुहा भागों के लिए, उदाहरण के लिए, ऑटोमोटिव इंटीरियर ट्रिम्स) लगातार पिघले तापमान को बनाए रखने, सामग्री अपशिष्ट को 15-20% तक कम करने और समान भाग घनत्व सुनिश्चित करने के लिए।
शीतलन प्रणाली: एबीएस की शीतलन दर (आयामी स्थिरता के लिए महत्वपूर्ण) को नियंत्रित करने के लिए डिज़ाइन किया गया। प्रमुख विशेषताऐं:
असमान सिकुड़न से बचने के लिए समान शीतलन चैनल (8-12 मिमी की दूरी पर) - बड़े एबीएस भागों (उदाहरण के लिए, टीवी बैक पैनल) में विकृति को रोकता है।
चक्र समय को 25-30% तक कम करने के लिए मोटे क्षेत्रों (उदाहरण के लिए, बॉस संरचनाओं) के लिए लक्षित शीतलन - विस्तारित शीतलन से बचने के लिए एबीएस की ताप चालकता (0.19 डब्लू/एम·के) के लिए कुशल ताप अपव्यय की आवश्यकता होती है।
इजेक्शन सिस्टम: आंशिक क्षति को रोकने के लिए एबीएस की कठोरता के लिए कैलिब्रेटेड:
एबीएस की कठोर सतह पर निशान पड़ने से बचने के लिए गोल युक्तियों के साथ इजेक्टर पिन (गैर-दृश्यमान क्षेत्रों पर व्यवस्थित)।
इजेक्शन बल को समान रूप से वितरित करने के लिए स्ट्रिपर प्लेटें (बड़े सपाट भागों के लिए) - कठोर एबीएस घटकों को टूटने से बचाती हैं।
2. एबीएस सामग्री प्रकार और उनके अनुप्रयोग
एबीएस विशिष्ट आवश्यकताओं के अनुरूप संशोधित ग्रेड में उपलब्ध है - हम आपके घटक के कार्य और वातावरण के आधार पर सही एबीएस संस्करण का चयन करते हैं:
सामान्य प्रयोजन एबीएस (जीपी-एबीएस): उपभोक्ता वस्तुओं (जैसे, खिलौने के हिस्से, घरेलू उपकरण आवास) के लिए आदर्श। संतुलित प्रभाव प्रतिरोध (10-15 केजे/एम²), कठोरता (शोर डी 75-80), और लागत-प्रभावशीलता प्रदान करता है - निम्न-से-मध्यम तनाव अनुप्रयोगों के लिए उपयुक्त।
हाई-इम्पैक्ट एबीएस (HI-ABS): टिकाऊ भागों (जैसे, लैपटॉप केसिंग, टूल हैंडल) के लिए उपयोग किया जाता है। प्रभाव प्रतिरोध (20-30 kJ/m²) को बढ़ावा देने के लिए अतिरिक्त ब्यूटाडीन के साथ संशोधित - बिना टूटे बूंदों और झटके का सामना करता है, पोर्टेबल उपकरणों के लिए आदर्श।
ज्वाला-मंदक एबीएस (एफआर-एबीएस): इलेक्ट्रॉनिक घटकों (जैसे, पीसीबी बाड़े, बिजली आपूर्ति आवास) के लिए बिल्कुल सही। UL94 V-0 मानकों को पूरा करता है - विद्युत अनुप्रयोगों में लौ को फैलने से रोकता है, उच्च तापमान (100°C तक) पर संरचनात्मक अखंडता बनाए रखता है।
ग्लास-भरा हुआ एबीएस (जीएफ-एबीएस, 10-30% जीएफ): संरचनात्मक भागों (जैसे, ऑटोमोटिव इंटीरियर ब्रैकेट, औद्योगिक मशीन घटक) के लिए बढ़िया। तन्य शक्ति (60 एमपीए तक) बढ़ाने और सिकुड़न (1.0-1.5%) को कम करने के लिए ग्लास फाइबर के साथ प्रबलित - आयामी परिशुद्धता की आवश्यकता वाले लोड-असर वाले एबीएस भागों के लिए उपयुक्त।
हाई-ग्लॉस एबीएस: सौंदर्य संबंधी भागों (जैसे, कॉस्मेटिक पैकेजिंग, ऑडियो डिवाइस पैनल) के लिए उपयुक्त। इसमें एक पॉलिश सतह फिनिश है (कोई पोस्ट-प्रोसेसिंग की आवश्यकता नहीं है) - उच्च चमक बनाए रखने के लिए एबीएस की क्षमता का लाभ उठाता है, जो उपभोक्ता वस्तुओं के लिए आदर्श है जहां उपस्थिति महत्वपूर्ण है।
3. ODM प्लास्टिक उत्पाद सेवा प्रक्रिया: प्रदर्शन के लिए अनुकूलित
एबीएस के गुणों को अधिकतम करने के लिए हमारी इंजेक्शन प्रक्रिया को प्रमुख लाभों के साथ ठीक से तैयार किया गया है:
परिशुद्धता एवं संगति:
एबीएस समान रूप से प्रवाहित हो यह सुनिश्चित करने के लिए तापमान नियंत्रण (220-260 डिग्री सेल्सियस) पिघलाएं - ठंडे स्लग या जलने के निशान से बचें।
एबीएस की चिपचिपाहट के लिए कैलिब्रेटेड इंजेक्शन दबाव (70-100 एमपीए) - अत्यधिक तनाव के बिना पूर्ण गुहा भरना सुनिश्चित करता है (जो भाग विकृत हो सकता है)।
सर्वो-संचालित मशीनों के माध्यम से आयामी सहिष्णुता नियंत्रण (छोटे भागों के लिए ±0.03 मिमी) - टाइट फिट (उदाहरण के लिए, इलेक्ट्रॉनिक कनेक्टर) की आवश्यकता वाले एबीएस घटकों के लिए महत्वपूर्ण।
सतही गुणवत्ता:
दोषों को खत्म करने के लिए मोल्ड कैविटी पॉलिशिंग (उच्च चमक वाले भागों के लिए रा ≤0.2μm) - एबीएस का उत्कृष्ट सतह प्रजनन यह सुनिश्चित करता है कि कोई दृश्य दोष न हो।
वेल्ड लाइन में कमी (गेट प्लेसमेंट और पिघल तापमान अनुकूलन के माध्यम से) - जटिल ज्यामिति के साथ एबीएस भागों की ताकत और उपस्थिति में सुधार करता है।
क्षमता:
लक्षित शीतलन के माध्यम से चक्र समय अनुकूलन (प्रति भाग 20-40 सेकंड) - एबीएस की शीतलन आवश्यकताओं के साथ उत्पादन गति को संतुलित करता है।
आउटपुट को बढ़ावा देने के लिए मल्टी-कैविटी मोल्ड (छोटे भागों के लिए 8-32 कैविटी, जैसे, बटन) - एबीएस का अच्छा प्रवाह कई कैविटी में समान भरने का समर्थन करता है, मानक डिजाइनों के लिए 50,000 भागों तक दैनिक उत्पादन होता है।
लागत प्रभावशीलता:
हॉट रनर सिस्टम सामग्री की बर्बादी (15-20%) को कम करता है - कोल्ड रनर से स्क्रैप को कम करता है, उच्च मात्रा वाले एबीएस भागों के लिए प्रति-यूनिट लागत को कम करता है।
सुविधाओं की एकीकृत मोल्डिंग (उदाहरण के लिए, पसलियां, बॉस) प्रसंस्करण के बाद की प्रक्रिया को समाप्त करती है - श्रम लागत में कटौती करती है और लगातार गुणवत्ता सुनिश्चित करती है।
4. हमारी सेवाएँ: साँचे से परे-एबीएस घटक और असेंबली
हम आपकी आवश्यकताओं के अनुरूप एबीएस उत्पादन के लिए संपूर्ण समाधान प्रदान करते हैं:
एबीएस घटक विनिर्माण: आकार (5×5 मिमी से 500×300 मिमी), आकार (जटिल ज्यामिति, 0.8 मिमी तक पतली दीवारें), और फिनिश (चमकदार, मैट, बनावट) में कस्टम एबीएस भागों का उत्पादन करें। एबीएस की सौंदर्य अपील को बढ़ाने के लिए रंग मिलान (आरएएल/पैनटोन कोड) और पोस्ट-प्रोसेसिंग (पेंटिंग, प्लेटिंग, प्रिंटिंग) का समर्थन करता है।
मूल्य वर्धित असेंबली: एबीएस उप-असेंबली के लिए वैकल्पिक असेंबली सेवाएं - जैसे धातु आवेषण संलग्न करना (मजबूती के लिए), चिपकने वाले पदार्थों के साथ एबीएस भागों को जोड़ना, या गैर-एबीएस घटकों (जैसे, रबर गास्केट, इलेक्ट्रॉनिक मॉड्यूल) को एकीकृत करना। एकीकृत करने के लिए तैयार उप-असेंबली प्रदान करता है, जिससे आपका उत्पादन समय बचता है।
कस्टम डिज़ाइन समर्थन: 3डी मोल्ड डिज़ाइन और एबीएस प्रोटोटाइपिंग (सीएनसी मशीनिंग या इंजेक्शन मोल्डिंग के माध्यम से) प्रदान करें। हम एबीएस के प्रदर्शन (प्रभाव प्रतिरोध, फिट) का परीक्षण करने और बड़े पैमाने पर उत्पादन से पहले मोल्ड डिजाइन को अनुकूलित करने के लिए 3-5 दिनों में 10-50 प्रोटोटाइप भागों का उत्पादन करते हैं।




साँचे की तैयारी
मोल्ड डिज़ाइन: कैविटी की सतह दर्पण-पॉलिश (#10000 या उच्चतर डायमंड पेस्ट पॉलिश) होनी चाहिए। कोई भी छोटी खरोंच भाग की सतह पर दोहराई जाएगी। रनर और गेट चिकने होने चाहिए, ठहराव बिंदुओं से मुक्त होने चाहिए और वेल्ड के निशान कम से कम होने चाहिए।
मोल्ड की सफाई: मोल्ड को बंद करने से पहले, कैविटी को धूल रहित कपड़े, उच्च शुद्धता वाले अल्कोहल या एक समर्पित मोल्ड क्लीनर से अच्छी तरह से पोंछना चाहिए। धूल, तेल, नमी या पिछले साँचे के अवशेषों का कोई भी निशान घातक दोष पैदा कर सकता है।
मोल्ड तापमान नियंत्रक (मोल्ड तापमान नियंत्रण): मोल्ड को इष्टतम तापमान (आमतौर पर 60-80 डिग्री सेल्सियस) पर पहले से गरम करने और बनाए रखने के लिए तैयार किया गया।
चरण 2: इंजेक्शन मोल्डिंग चक्र (ठीक नियंत्रण)
प्रक्रिया पैरामीटर "सौम्य और एकसमान" के सिद्धांतों के आधार पर निर्धारित किए जाते हैं, किसी भी कठोर संचालन से बचा जाता है जो सामग्री के विघटन या तनाव का कारण बन सकता है।
1. मोल्ड बंद करना
सांचे को उच्च दबाव में बंद कर दिया जाता है।
2. इंजेक्शन और होल्डिंग दबाव
बैरल तापमान: पीएमएमए में एक संकीर्ण प्रसंस्करण तापमान सीमा होती है, जो आमतौर पर 210-270 डिग्री सेल्सियस के बीच निर्धारित होती है।
बहुत कम तापमान: पिघल में खराब तरलता होती है, जिसके परिणामस्वरूप अधूरा भराव, सतह पर प्रवाह के निशान और ध्यान देने योग्य वेल्ड लाइनें होती हैं।
बहुत अधिक तापमान (280 डिग्री सेल्सियस से ऊपर): सामग्री विघटित हो सकती है, पीलापन, बुलबुले और काले धब्बे हो सकते हैं।
इंजेक्शन गति: मध्यम से कम इंजेक्शन गति की सिफारिश की जाती है।
उच्च इंजेक्शन गति आसानी से उच्च कतरनी तनाव का कारण बन सकती है, जिससे कतरनी का अधिक गरम होना, स्थानीयकृत सामग्री का अपघटन (काले धब्बे पैदा करना), और गैस का प्रवेश हो सकता है।
धीमी इंजेक्शन गति डीगैसिंग की सुविधा देती है, बुलबुले और चांदी की धारियों को कम करती है, लेकिन वेल्ड लाइनों को अधिक ध्यान देने योग्य भी बना सकती है। संतुलन ढूँढना उत्पाद संरचना पर निर्भर करता है। आमतौर पर मल्टी-स्टेज इंजेक्शन मोल्डिंग का उपयोग किया जाता है, जिसमें डीगैसिंग की सुविधा के लिए मोटी दीवार वाले क्षेत्रों में धीमी भरने की गति और पतली दीवार वाले क्षेत्रों में तेज इंजेक्शन गति होती है।
होल्डिंग दबाव: मध्यम से कम होल्डिंग दबाव और कम होल्डिंग समय का उपयोग करें। अत्यधिक उच्च धारण दबाव और लंबे समय तक धारण करने का समय महत्वपूर्ण आंतरिक तनाव उत्पन्न कर सकता है, जिससे उत्पाद बाद के उपयोग के दौरान तनाव के कारण टूटने के प्रति संवेदनशील हो जाता है। दबाव बनाए रखने का प्राथमिक उद्देश्य सिकुड़न की भरपाई करना है, न कि उत्पाद को संकुचित करना।
3. ठंडा करना
मोल्ड तापमान: यह महत्वपूर्ण है और इसे आम तौर पर 60-80°C के बीच बनाए रखा जाना चाहिए।
यदि मोल्ड का तापमान बहुत कम है, तो ठंडी मोल्ड की दीवार के संपर्क में आने पर पिघल तेजी से ठंडा हो जाता है, जिससे आणविक श्रृंखलाएं "जम" जाती हैं। इसके परिणामस्वरूप खराब प्रवाह, कमजोर वेल्ड लाइनें और उत्पाद में अत्यधिक उच्च आंतरिक तनाव होता है।
यदि मोल्ड का तापमान बहुत अधिक है, तो शीतलन समय लंबा हो जाता है, उत्पादन क्षमता कम होती है, और मोल्ड चिपकने की संभावना होती है।
ठंडा करने का समय: सुनिश्चित करें कि उत्पाद पूरी तरह से ठंडा हो गया है और बाहर निकलने के दौरान विरूपण को रोकने के लिए तैयार है।
4. साँचे का खुलना और बाहर निकलना
पीएमएमए उच्च सतह कठोरता वाला एक भंगुर पदार्थ है। इजेक्शन प्रणाली संतुलित और एक समान होनी चाहिए।
तेज इजेक्टर पिन का उपयोग करने से बचें। सफेद धब्बे, दरारें और स्पष्ट इजेक्शन निशानों को रोकने के लिए बड़े क्षेत्र वाले इजेक्टर (स्ट्रिपर्स), पुश ब्लॉक या गैस-असिस्टेड इजेक्शन का उपयोग करने की सिफारिश की जाती है।
चरण 3: पोस्ट-प्रोसेसिंग और निरीक्षण
गेट हटाना: गेट और रनर्स को सावधानी से काटें या छेदें। पारदर्शिता और सौंदर्यशास्त्र को बहाल करने के लिए काटे गए क्षेत्रों को पीसकर पॉलिश किया जाना चाहिए।
एनीलिंग (तनाव से राहत - अत्यधिक अनुशंसित)
उद्देश्य: इंजेक्शन मोल्डिंग प्रक्रिया के दौरान उत्पन्न आंतरिक तनाव को खत्म करना, उत्पाद के रासायनिक प्रतिरोध (विशेष रूप से विलायक प्रतिरोध) और आयामी स्थिरता में काफी सुधार करना, और भविष्य में तनाव दरार को रोकना।
प्रक्रिया: उत्पाद को एक परिसंचारी वायु ओवन में रखें, धीरे-धीरे इसे 70-80°C (गर्मी विरूपण तापमान से 10-20°C नीचे) तक गर्म करें, इसे 2-4 घंटे के लिए वहां रखें, और फिर इसे धीरे-धीरे कमरे के तापमान पर ठंडा करें। तेजी से गर्म होने और ठंडा होने से नया तनाव आएगा।
भूतल उपचार (वैकल्पिक):
पॉलिशिंग: सतह पर मामूली दाग-धब्बों या स्प्रू के निशान वाले उत्पादों को मिरर फ़िनिश बहाल करने के लिए पॉलिश किया जाता है।
कठोर कोटिंग: सतह खरोंच प्रतिरोध में सुधार के लिए कभी-कभी स्प्रे सख्त किया जाता है।
पूर्ण निरीक्षण और पैकेजिंग
उपस्थिति निरीक्षण: 100% निरीक्षण एक बैकलिट निरीक्षण प्रकाश के तहत किया जाता है, चांदी की धारियाँ, बुलबुले, काले धब्बे, खरोंच, संकोचन, वेल्ड के निशान और अशुद्धियों जैसे किसी भी दोष की सावधानीपूर्वक जाँच की जाती है।
आयामी निरीक्षण: महत्वपूर्ण आयामों का निरीक्षण करने के लिए कैलीपर्स, प्रोजेक्टर और अन्य उपकरणों का उपयोग करें।
प्रदर्शन निरीक्षण: प्रकाश संप्रेषण और धुंध जैसे परीक्षण।
पैकेजिंग: खरोंच को रोकने के लिए नरम सामग्री (जैसे पीई बैग, फोम पैड, या पेपर इंटरलेयर) का उपयोग करके वस्तुओं को व्यक्तिगत रूप से अलग करें और पैकेज करें। ऑपरेटरों को दस्ताने पहनने होंगे।
हम एक पीएमएमए इंजेक्शन मोल्डिंग निर्माता हैं, जो उच्च गुणवत्ता वाले पीएमएमए इंजेक्शन मोल्डिंग विनिर्माण प्रदान करते हैं। जब तक आप पीएमएमए इंजेक्शन मोल्डिंग उत्पादों को अनुकूलित/विकसित करना चाहते हैं, आप हमें ढूंढ सकते हैं। हमारे पास पेशेवर इंजेक्शन मोल्ड डिजाइन और परिपक्व विनिर्माण तकनीक है, जो आपको उत्पाद डिजाइन-मोल्ड बनाने-उत्पाद उत्पादन-उत्पाद पैकेजिंग-उत्पाद परिवहन से लेकर वन-स्टॉप सेवा प्रदान करती है, हम हर लिंक में आपकी मदद कर सकते हैं। जब तक आप हमारे पास आएंगे, हम आपको सर्वोत्तम सेवा प्रदान करेंगे और उत्पाद की गुणवत्ता, उत्पादन समय, सूचना संवाद आदि के मामले में आपको संतुष्ट करेंगे।
|
प्रोडक्ट का नाम |
ODM प्लास्टिक उत्पाद सेवाएँ |
|
कृपया प्रदान करें |
2डी, 3डी, नमूने, या का आकार बहुकोणीय चित्र |
|
ढालना समय |
20-35 दिन |
|
उत्पाद समय |
7-15 दिन |
|
मोल्ड परिशुद्धता |
+/-0.01मिमी |
|
जीवन को ढालें |
50-100 मिलियन शॉट्स |
|
उत्पादन प्रक्रिया |
ऑडिट चित्र - मोल्ड प्रवाह विश्लेषण - डिज़ाइन सत्यापन - कस्टम सामग्री - मोल्ड प्रोसेसिंग - कोर प्रोसेसिंग - इलेक्ट्रोड मशीनिंग - धावक प्रणाली प्रसंस्करण - भागों का प्रसंस्करण और खरीद - मशीनिंग स्वीकृति - गुहा सतह उपचार प्रक्रिया - जटिल मोड डाई - संपूर्ण मोल्ड सतह कोटिंग - माउंटिंग प्लेट - मोल्ड नमूना - नमूना परीक्षण - भेजना नमूने |
|
साँचे में ढालना गुहा |
एक गुहा, बहु-गुहा या एक ही विभिन्न उत्पाद एक साथ बनाए जाएं |
|
ढालना सामग्री |
पी20,2738,2344,718,एस136,8407,एनएके80,एसकेडी61,एच13 |
|
धावक प्रणाली |
गर्म धावक और ठंडा धावक |
|
मूलभूत सामग्री |
पी20,2738,2344,718,एस136,8407,एनएके80,एसकेडी61,एच13 |
|
खत्म करना |
शब्द को पिटना, दर्पण खत्म करना, मैट सतह, धारी |
|
मानक |
HASCO, DME या पर निर्भर |
|
मुख्य प्रौद्योगिकी |
मिलिंग, ग्राइंडिंग, सीएनसी, ईडीएम, तार काटना, नक्काशी, ईडीएम, खराद, सतह फिनिश, आदि। |
|
सॉफ़्टवेयर |
सीएडी, प्रो-ई, यूजी डिजाइन समय: 1-3 दिन (सामान्य परिस्थितियाँ) |
|
उत्पाद सामग्री |
एबीएस, पीपी, पीसी, पीए 6, पीए 66, टीपीयू, पीओएम, पीबीटी, पीवीसी, एचआईपीएस, पीएमएमए, टीपीई, पीसी/एबीएस, टीपीवी, टीपीओ, टीपीआर, ईवीए, एचडीपीई, एलडीपीई, सीपीवीसी, पीवीडीएफ, पीपीएसयू.पीपीएस। |
|
गुणवत्ता प्रणाली |
ISO9001:2008 |
|
समय स्थापित करें |
20 दिन |
|
उपकरण |
सीएनसी, ईडीएम, कटिंग ऑफ मशीन, प्लास्टिक मशीनरी, आदि प्लास्टिक सूटकेस मोल्ड झे जियांग |


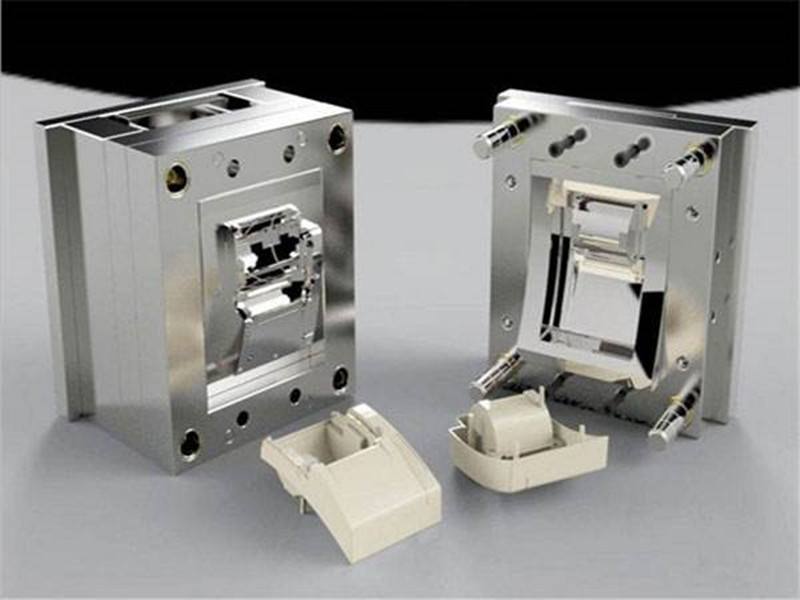
प्लास्टिक इंजेक्शन मोल्ड बनाना

प्लास्टिक मोल्डिंग विशिष्टताएँ

मोल्ड डिजाइन:




लेन-देन प्रक्रिया:

मोल्ड परीक्षण:


उत्पाद पैकेजिंग

कारखाना
हम कस्टम प्लास्टिक मोल्ड फैक्ट्री हैं। हमारा कारखाना प्लास्टिक इंजेक्शन मोल्ड निर्माता है। हमारे पास पेशेवर कस्टम प्लास्टिक मोल्ड में 17 साल का अनुभव और 10 साल का विदेशी व्यापार अनुभव है। हम कस्टम प्लास्टिक मोल्ड आपूर्तिकर्ता हैं। हम कस्टम प्लास्टिक मोल्ड सेवा प्रदान कर सकते हैं। हमारा कारखाना इंजेक्शन मोल्डेड प्लास्टिक पार्ट्स बना सकता है, और उत्पादों की गुणवत्ता आपको संतुष्ट करेगी।
हमारे पास 50 से अधिक उच्च-स्तरीय मशीनें और सैकड़ों इंजीनियर और डिजाइनर हैं। हम उत्पाद डिजाइन - मोल्ड बनाने - उत्पाद उत्पादन - उत्पाद पैकेजिंग - परिवहन तक वन-स्टॉप सेवा प्रदान कर सकते हैं। हमारे पास पूरी उत्पादन श्रृंखला है. हम आपकी सभी आवश्यकताएं पूरी कर सकते हैं.
सेवाएँ हम प्रदान करते हैं:
पेशेवर कस्टम मोल्ड सेवा, प्लास्टिक मोल्ड डिजाइन और विनिर्माण। प्लास्टिक उत्पाद उत्पादन, उत्पाद डिजाइन, मोल्ड डिजाइन, ब्लो मोल्ड अनुकूलन, घूर्णी मोल्ड अनुकूलन, डाई-कास्टिंग मोल्ड अनुकूलन। 3डी प्रिंटिंग सेवाएं, सीएनसी विनिर्माण सेवाएं, उत्पाद पैकेजिंग, अनुकूलित पैकेजिंग, शिपिंग सेवाएं।










हम हमेशा गुणवत्ता पहले और समय पहले के सिद्धांतों का पालन करते हैं। ग्राहकों को उच्चतम गुणवत्ता वाले उत्पाद उपलब्ध कराते समय, उत्पादन क्षमता को अधिकतम करने और उत्पादन समय को कम करने का प्रयास करें। हमें प्रत्येक ग्राहक को यह बताते हुए गर्व हो रहा है कि हमारी कंपनी ने अपनी स्थापना के बाद से किसी भी ग्राहक को नहीं खोया है। यदि उत्पाद में कोई समस्या है, तो हम सक्रिय रूप से समाधान तलाशेंगे और अंत तक जिम्मेदारी लेंगे।

अक्सर पूछे जाने वाले प्रश्न
Q1: क्या आप ट्रेडिंग कंपनी या निर्माता हैं?
उत्तर: हम निर्माता हैं।
Q2. मुझे कोटेशन कब मिल सकता है?
उत्तर: हम आम तौर पर आपकी पूछताछ मिलने के 2 दिनों के भीतर उद्धरण देते हैं।
यदि आप बहुत जरूरी हैं, तो कृपया हमें कॉल करें या हमें अपने ईमेल में बताएं ताकि हम पहले आपके लिए बोली लगा सकें।
Q3. मोल्ड के लिए लीड-टाइम कितना समय है?
उत्तर: यह सब उत्पादों के आकार और जटिलता पर निर्भर करता है। आम तौर पर, लीड टाइम 25 दिन है।
Q4. मेरे पास कोई 3डी ड्राइंग नहीं है, मुझे नया प्रोजेक्ट कैसे शुरू करना चाहिए?
उत्तर: आप हमें एक मोल्डिंग नमूना प्रदान कर सकते हैं, हम आपको 3डी ड्राइंग डिज़ाइन पूरा करने में मदद करेंगे।
Q5. शिपमेंट से पहले, उत्पादों की गुणवत्ता कैसे सुनिश्चित करें?
उत्तर: यदि आप हमारे कारखाने में नहीं आते हैं और निरीक्षण के लिए आपके पास तीसरा पक्ष भी नहीं है, तो हम आपके निरीक्षण कर्मचारी के रूप में काम करेंगे।
हम आपको उत्पादन प्रक्रिया विवरण के लिए एक वीडियो प्रदान करेंगे जिसमें प्रक्रिया रिपोर्ट, उत्पाद आकार संरचना और सतह विवरण, पैकिंग विवरण इत्यादि शामिल होंगे।
Q6. आपकी भुगतान शर्तें क्या हैं?
ए: मोल्ड भुगतान: अग्रिम में टी/टी द्वारा 40% जमा, पहले परीक्षण नमूने भेजने से पहले 30% दूसरा मोल्ड भुगतान, अंतिम नमूने पर सहमत होने के बाद 30% मोल्ड शेष।
बी: उत्पादन भुगतान: 50% अग्रिम जमा, 50% अंतिम माल भेजने से पहले।
Q7: आप हमारे व्यवसाय को दीर्घकालिक और अच्छे संबंध कैसे बनाते हैं?
ए:1. हम यह सुनिश्चित करने के लिए अच्छी गुणवत्ता और प्रतिस्पर्धी मूल्य रखते हैं कि हमारे ग्राहकों को सर्वोत्तम गुणवत्ता वाले उत्पादों का लाभ मिले।
2. हम प्रत्येक ग्राहक का अपने मित्र के रूप में सम्मान करते हैं और हम ईमानदारी से व्यवसाय करते हैं और उनसे मित्रता करते हैं, चाहे वे कहीं से भी आए हों।
हॉट टैग: ODM प्लास्टिक उत्पाद सेवाएँ, चीन, निर्माता, आपूर्तिकर्ता, फैक्टरी, अनुकूलित, थोक, खरीदें, गुणवत्ता, नवीनतम बिक्री, चीन में निर्मित
संबंधित श्रेणी
जांच भेजें
कृपया नीचे दिए गए फॉर्म में अपनी पूछताछ देने के लिए स्वतंत्र महसूस करें। हम आपको 24 घंटों में जवाब देंगे।








